
マイクロ マイクロ マイクロ 加工機械
シリコンを材料とした工作機械を開発(静電アクチュエーターにより振動を発生させて加工を行う)
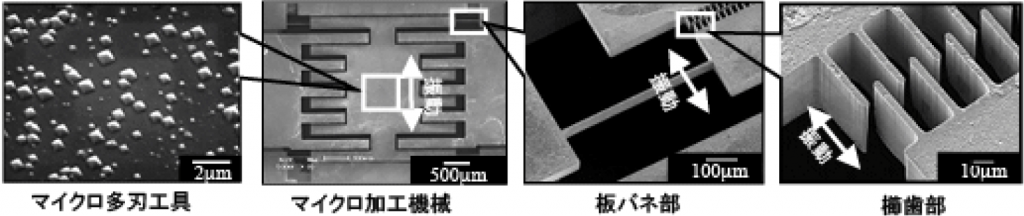
マイクロ多刃工具
加工精度の問題により工具はマイクロ加工機と一体にする必要がある
- 一体型とするため,シリコンを使った工具を開発
- シリコンをエッチング(薬品により溶かす)したときに形成される正四角錘状の突起を切れ刃をして用いる
- 実験に用いる工具は加工性能の評価がしやすい切れ刃サイズの大きいものを使用.
特徴
| ・切れ刃の脱落がない ・切れ刃サイズが極小 |
脆性材料の加工に最適
- 脆性材料は,切り込みを極めて小さくしなければ加工時に脆性破壊が発生する
研究目的
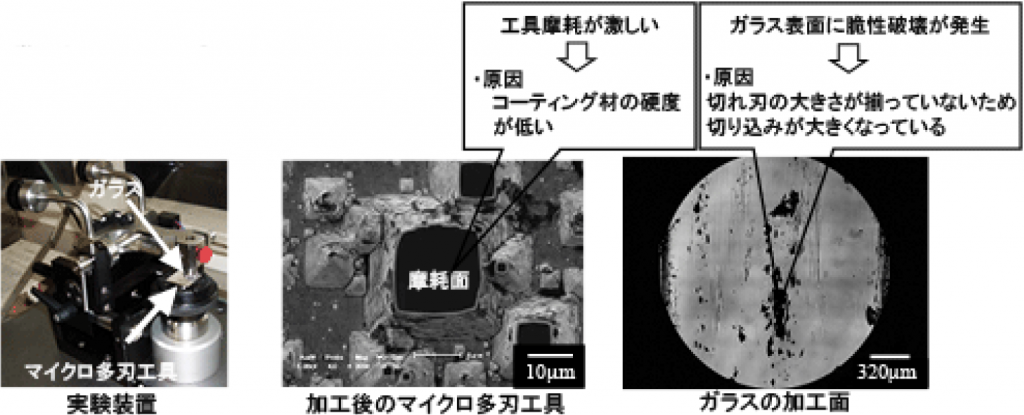
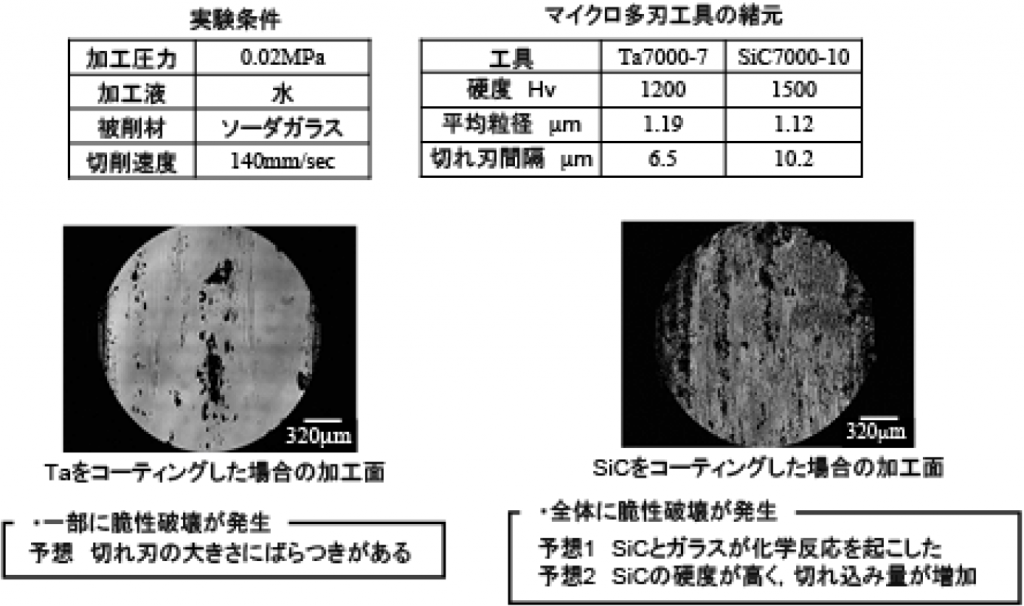
Ta,SiC をコーティングされたマイクロ多刃工具の加工性能の評価
加工性能評価
- ガラス加工面の中心平均粗さRa の測定
- 加工除去量の測定
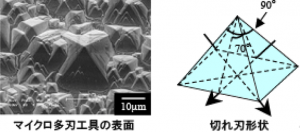
- 工具摩耗の測定
実験
今後の方針
- 今回加工に用いたマイクロ多刃工具は切れ刃の大きさにバラつきがあり脆性破壊が発生する.
そこで切れ刃の大きさを揃えて工具を作成する. - これまでのコーティング材では工具摩耗が激しく,加工性能が低い.そこで高性能な加工性能が得られるコーティング材を検討する.
実験結果まとめ
加工性能評価実験
Ta,SiC をコーティングしたマイクロ多刃工具の加工性能の評価を行う
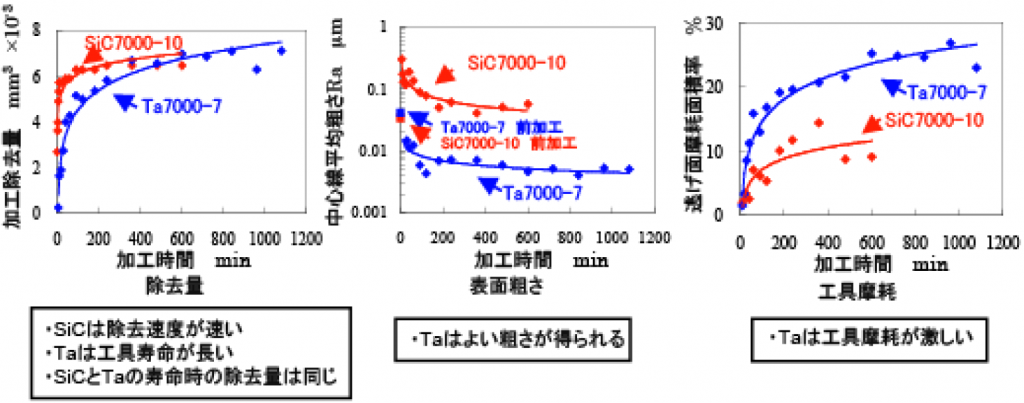
加工性能評価
Ta コーティング :工具摩耗が激しく除去速度も遅いが,よい粗さが得られる

仕上げ加工に適する
SiC コーティング :工具摩耗は抑制され除去速度も速いが,脆性破壊が起こる
 脆性材料の加工工具として適さない
脆性材料の加工工具として適さない