
研究背景
単結晶ダイヤモンド工具でニッケルを切削すると,ダイヤモンド工具が激しく損耗してしまう.それを抑制するために通常ニッケルにリンを 8〜10%程度混ぜる.そして,無電解 Ni-P
を金型表面にメッキし,メッキ層のダイヤモンド切削が行われている.しかし,それでもなお工具寿命が十分でなく,無電解Ni-P のダイヤモンド切削に用いる工具の耐摩耗性向上に対する強い要望がある.
本研究では光学レンズの金型として使用される無電解 Ni-P をダイヤモンド切削した際のダイヤモンド切削工具の損耗特性を調べる.さらに,無電解 Ni-P
メッキの仕上げ面断面プロフィールの自己相関関数を求めて,損耗に起因する工具刃先の形状変化を評価し,ダイヤモンド工具の寿命を決定する.また,ダイヤモンド工具の刃先後退の状況を切削抵抗の動的成分から,ダイ
ヤモンド工具切れ刃のチッピングの発生を AE から検出し,ダイヤモンド工具の寿命判定に有効な特徴が検出されるかを調べ,インプロセスの寿命診断法について検討
する.
実験方法
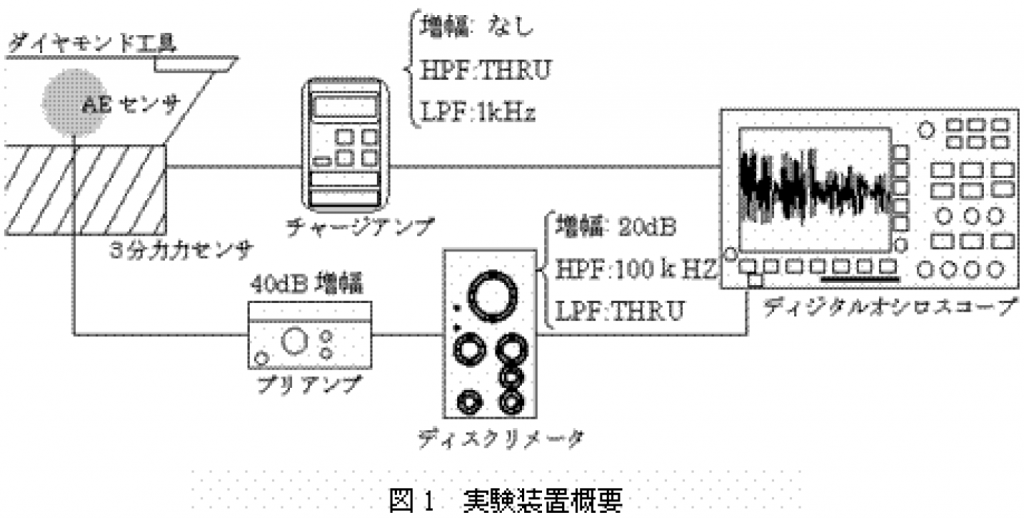
無電解Ni-Pのダイヤモンド切削における実験概念図を図1に示す.被削材はステンレス表面に無電解Ni-10wt%Pを厚さ0.2mmメッキしたもので,非晶質である.工具は刃先角60°,すくい角0°,逃げ角5°,コーナー半径約数μm以下,すくい面{100},刃先方向〈100〉の単結晶ダイヤモンドである.また,切削は切削速度1.8m/s,切込み3.5μm,送り1.3μm/revの条件で被削材を乾式にて正面切削した.切削中には,切削抵抗のパワースペクトルとAEの振幅分布を解析した.切削後にはレーザ顕微鏡にて被削材の断面プロフィールを計測し,断面プロフィールの自己相関関数を求めた.また,SEMにて観察した工具損耗との関連を調べた.
実験結果
3.1 ダイヤモンド工具の損耗状態
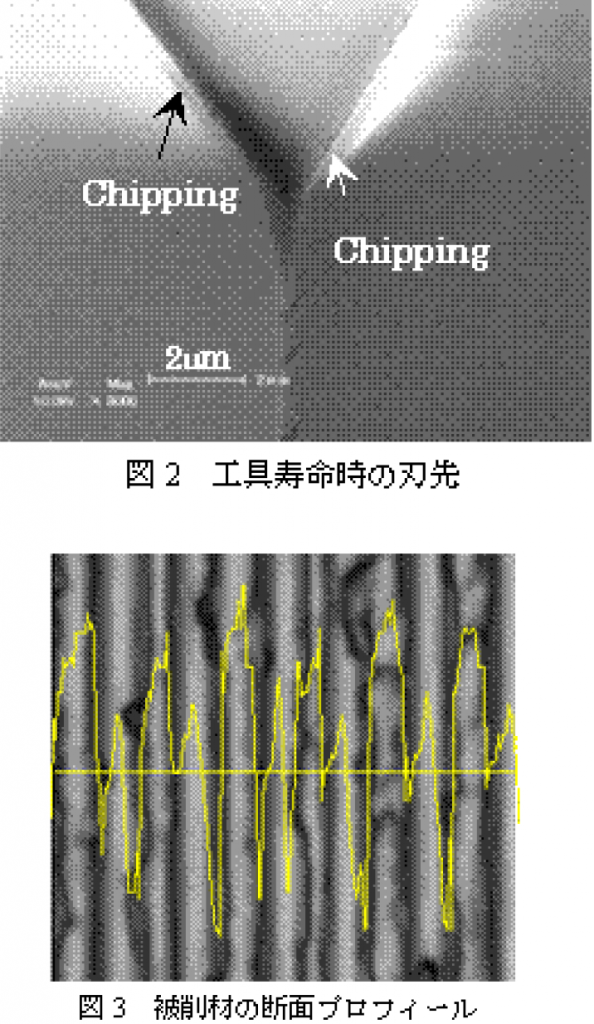
図 2 に切削後のダイヤモンドバイトの損耗状態を示す.ダイヤモンドバイトの切れ刃にはチッピングが生じ,ダイヤモンド工具刃先は後退している様子が分かる.
3.2 切削後の被削材の性状
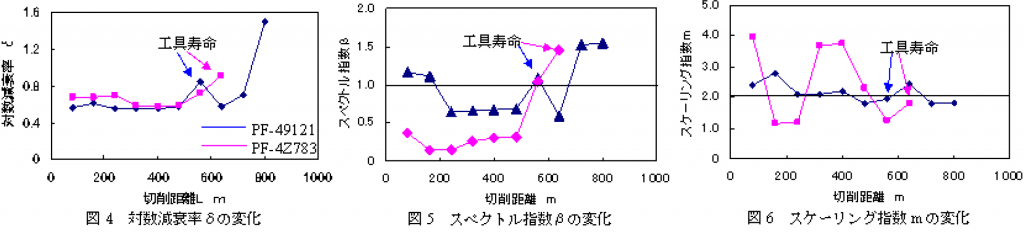
レーザ顕微鏡にて測定した切削後の被削材の断面プロフィールの一例を図 3 に示す.この断面プロフィールから自己相関関数の対数減衰率δを求めた.
被削材断面プロフィールの対数減衰率δを図 4 に示す.対数減衰率の値に変化の現れた切削距離を工具寿命と定義した.
3.3 切削抵抗のスペクトル指数β
測定した切削抵抗動的成分を周波数分析し,パワースペクトルの傾き,スペクトル指数βを求めた.スペクトル指数βは 1 を上回ると工具に漸進的摩耗が生じていることを意味する.図 5 にスペクトル指数βの切削距離における変化を示す.図 4 より定義した工具寿命距離において,スペクトル指数βは 1 を上回っていることが分かる.
3.4 AE振幅分布のスケーリング指数m
測定したAEからAE振幅分布を求め,その傾き,スケーリング指数mの値を求めた.一般的に,スケーリング指数mが2を下回った時は材料に脆性破壊が生じている.すなわち,ダイヤモンド工具にチッピングが生じていることを意味する.図6にスケーリング指数mの切削距離における変化を示す.図4より定義した工具寿命距離において,スケーリング指数mは2を下回っていることが分かる.
まとめ
被削材の断面プロフィールから求めた自己相関関数の値から工具寿命距離を決定すると,工具寿命時に刃先が摩耗し,後退していることを意味するスペクトル指数βは1を上回る.かつ,チッピングが生じていることを意味するスケーリング指数mの値は2を下回ることが分かった.