緒言
単結晶ダイヤモンド切削工具をダイヤモンド砥石やスカイフによって研磨すると,ダイヤモンド表面にマイクロクラックを生じさせてしまう.これは工具切刃の強度を低下させるため,チッピングが発生し易くなり,その結果寿命を短くすると考えられる.したがって,マイクロクラックを除去すれば,チッピングの発生を抑制し,工具寿命を延ばすことができると期待される.本研究は,銅との熱化学作用に基づく新たな研磨法を提案し,その有効性を検討するものである.
原理と方法
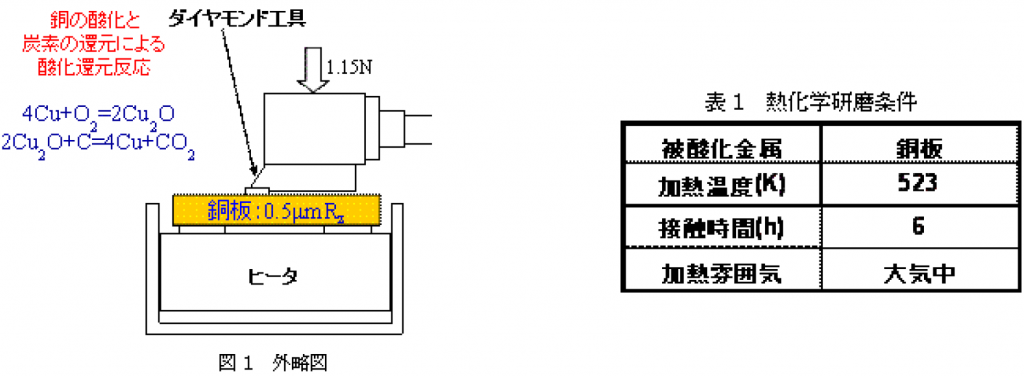
熱化学研磨の方法は大気中で銅板を加熱した後,ダイヤモンド工具を銅板表面に荷重1.15Nで押し付ける.すると,ダイヤモンド表面の炭素原子が銅の触媒作用による酸化還元によって二酸化炭素として除去される.このように熱化学研磨の原理は非常に容易であり,制御するパラメータは雰囲気,加熱温度,加熱時間であることがわかる.
表1に研磨条件を,図1に実験の概略図を示す.
熱化学研磨特性
熱化学研磨の基本的特性を調べるため,ダイヤモンド試料を用いて研磨深さと加熱時間の関係,研磨速度と加熱温度の関係について検討した.また,ダイヤモンド表面のマイクロクラックは一般的に顕微鏡で確認することが困難とされているため,ダイヤモンドの微小破壊強度を知ることができれば,ある程度,マイクロクラックが除去されているか検討がつくと考えられる.そこで,熱化学研磨したダイヤモンドのHertz強度の変化を調べた.また,すくい面を熱化学研磨したダイヤモンド工具を用いて,銅の超精密切削加工を行った.切削過程では,切削抵抗とAEを測定し,それぞれパワースペクトル解析と振幅分布解析を行い,ダイヤモンド工具の寿命診断を行って,熱化学研磨がダイヤモンド工具に及ぼす影響について検討した.
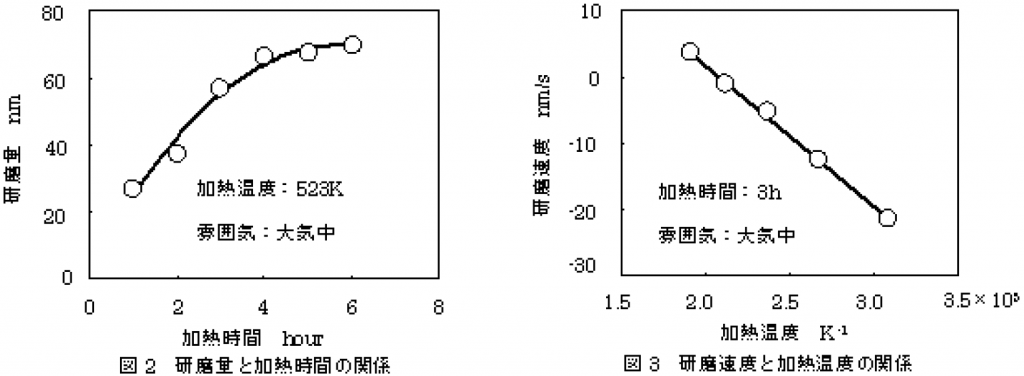
図2はダイヤモンド表面の熱化学的損耗痕と熱化学研磨前後のリングクラックの断面プロフィールから得られた研磨深さと加熱時間の関係を示している.図より,加熱時間の増加に伴って研磨深さは増加している傾向が見られ,ダイヤモンドを酸化銅と接触加熱するだけで数十nmほど研磨できることがわかった.
図3は研磨速度と加熱時間の関係を示している.両者の間にはアレニウスの関係が成立し,その直線関係の勾配から酸化銅とダイヤモンドの見かけの活性化エネルギーは218kJ/molと算出される.また,523Kにおける酸化銅とダイヤモンドの還元反応による標準自由エネルギーは133kJ/molであることから,ダイヤモンドは熱化学的作用によって研磨されていることがわかった.
耐チッピング性と寿命評価のための超精密切削加工実験
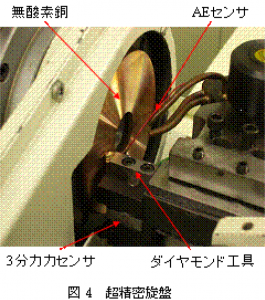
図4に超精密旋盤での切削の様子を示す.
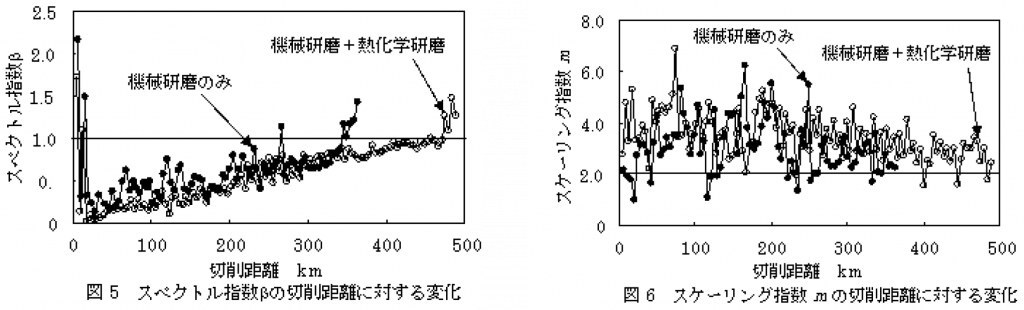
すくい面を熱化学研磨したダイヤモンド工具を用いて,無酸素銅ディスクを切削速度15.6m/s,切込み6.7μm,送り3μm/revの条件で乾式正面切削した.切削過程では,切削抵抗とAEを測定し,それぞれパワースペクトル解析と振幅分布解析を行った.切削抵抗については,周波数fに対してべき乗則分布するスペクトル密度S(f)のスペクトル指数βと,AEについては,振幅aに対してべき乗則分布するAE事象率Nのスケーリング指数mを評価しながら,ダイヤモンド工具の損耗を監視した.また,スペクトル指数β>1かつスケーリング指数m<2なる基準を用いて,工具の寿命診断を行った.
ダイヤモンド工具の寿命基準に従うと,機械研磨後のダイヤモンド工具の寿命距離は345kmであること,一方,熱化学研磨されたダイヤモンド工具の寿命距離は485kmであることから,寿命距離が1.4倍になっていることがわかる.また,チッピングの発生数を寿命距離で除した量をチッピング発生頻度と定義すると,機械研磨後のダイヤモンド工具のチッピング発生頻度は切削距離30kmに対してチッピングが1回は発生する頻度である.
それに対し,熱化学研磨されたダイヤモンド工具は切削距離200kmに対してチッピングが1回発生する頻度であり,約1/6倍になった.これはダイヤモンド工具の耐チッピング性が向上したことを示唆している.