
研究概要・目的
単結晶ダイヤモンドバイトによる超精密切削加工は,多種多様な材料,素材の切削加工に適用され,多方面の産業分野において需要が増加している.超精密切削加工用の切削工具としては,主に単結晶ダイヤモンドバイトが用いられる.それは,ダイヤモンドが卓越した硬度,強度,熱伝熱性を持った材料であるからである.しかし,ダイヤモンドは超精密加工用の工具材料としては理想的な材料であるが,鉄系金属をはじめとするある種の金属材料
の加工においては,ダイヤモンドバイトが激しく損耗するという現象はよく知られている.この工具損耗はすべての工具で発生するが,その損耗具合は工具によって異なり,それによって工具寿命に差が現れることが経験的に知られている.これはダイヤモンド結晶中に混入した窒素不純物の影響によるものであると言われているが,両者の関係は必ずしも明らかにされていない.そこで本研究では,ダイヤモンド中の窒素の混入状態が工具損耗及び寿命に及ぼす影響について検討する.
ダイヤモンド工具の損耗形態
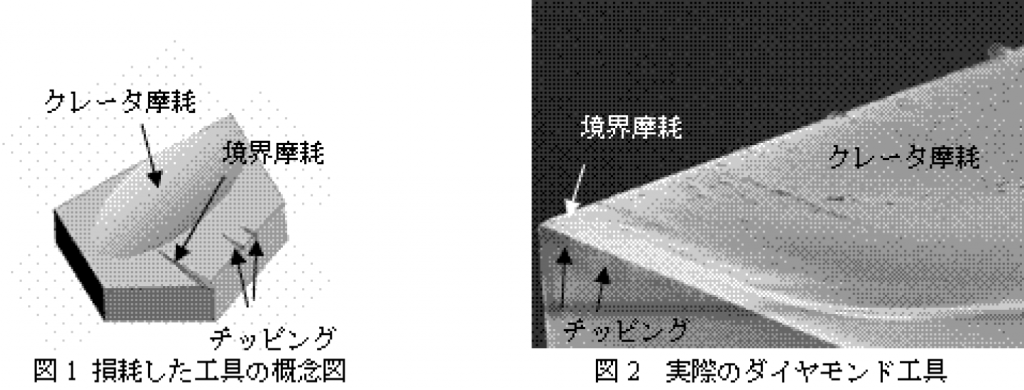
ダイヤモンド工具の損耗には,図 1 および図 2 に示すように,すくい面に生じるクレータ摩耗や刃先の境界摩耗とチッピングなどの突発的な脆性損傷がある.クレータ摩耗や境界摩耗は銅表面とダイヤモンドによる酸化還元反応が原因であり,チッピングは工具切れ刃に研磨時に導入された先在クラックが熱化学的な作用によって,ダイヤモンドの強度を低下させることが原因と考えられている.これらの損耗の進行度合には結晶中に不純物として混入している窒素が影響することを明らかにするため,窒素不純物混入量の異なるダイヤモンド工具を用いて切削実験を行い,その損耗の進行具合の比較を行った.
切削実験
切削実験は図3に示す超精密旋盤を用いて行い,被削材には無酸素銅を用いた.先に述べたように,工具損耗には異なる2つの形態があるため,どちらか一方の損耗形態が支配的となるような条件を設定し,一つ一つの形態に対する窒素不純物の影響を調べなければならない.
そこで,すりへり摩耗が支配的な損耗形態となる条件 1 とチッピングが支配的となる条件2を設定し,それぞれの条件下で不純物の異なる3個の工具を用いてその損耗具合を調べた.すりへり摩耗は単位切削あたりにどれだけ摩耗するかを示す摩耗速度指数を,チッピングは単位切削距離あたり何回チッピングを起こすかを示すチッピング頻度をそれぞれ用いることとした.
実験結果
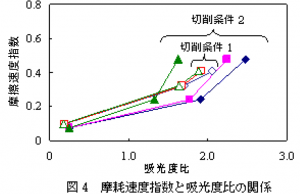
図4に窒素不純物と摩耗速度指数の関係を示す.ここで横軸の吸光度比とは,ダイヤモンド結晶中の窒素不純物量を示す指標であり,数値が大きいほど窒素不純物の混入が多いことを示すものである.この結果から切削条件に関わらず,不純物が多く混入するほど摩耗は進みやすいということがわかる.
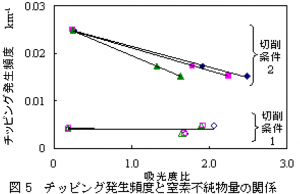
次に,窒素不純物とチッピング頻度の関係を図5に示す.図から,支配的な損耗形態が摩耗である切削条件1では,チッピング頻度は低く,窒素不純物混入量に関わらないことがわかる.一方,チッピングが支配的な損耗形態である条件2では,窒素不純物混入量が多くなるほど,チッピングが発生しにくいということがわかる.
最後に,図6は工具の寿命距離に及ぼす吸光度比の影響を示している.寿命距離が切削条件の軽重に依存するのは当然のことであるが,切削条件1では,窒素不純物の少ない耐摩耗性の高いダイヤモンド工具が長寿命である.これに対して切削条件2では,窒素不純物の多い耐チッピング性の高い工具が長寿命であることがわかる.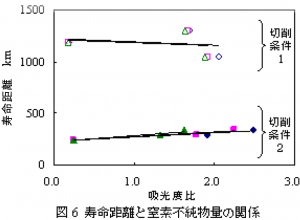
結言
ダイヤモンド切削工具の損耗に及ぼす窒素不純物の影響について検討した.その結果,以下のことが明らかになった.
1)窒素不純物の少ないダイヤモンド工具ほど,耐摩耗性に優れる.
2) 窒素不純物の多いダイヤモンド工具ほど,耐チッピング性に優れる.
3) 摩耗が支配的な損耗形態となる切削条件下では耐摩耗性に優れる窒素不純物の少ないダイヤモンド工具ほど,また,チッピングが支配的な損耗形態となる切削条件下では耐チッピング性に優れる小板状欠陥の多いダイヤモンド工具ほど,寿命が長い.